Filterless History
The first FilterLess (and screen less) Vacuum Receiver, called the “Silver Bullet,” was developed and Patented by the writer, in 1984.
The Silver Bullet became the core of the conveying technology offered by Motan US from 1986 until 2000. In the period from 1986 – 2000 the company grew from “0” sales to over $15 million and the only business was in Central Drying and conveying Systems – no blenders, except as they were required in a system, or stand-alone dryers
Current
A new design was patented in 2012 and Piovan/UnaDyn is marketing and selling it primarily in the US and Europe. This design offers considerable advantages over previous patents in that it is more efficient (better material separation), easier to clean, provides superior abrasion resistant and is less expensive to manufacture. Piovan has been selling the product under a nonexclusive license agreement for 2 ½ yrs
We are now seeking new partners/licensees to manufacture and sell the Patented FVR.
Why is Filterless important?
The demands of the Plastic Industry are becoming more comlex ev ery day. The introduction of highly abrasive materals and the requiremetn for fast material changes, trouble free operation and ultimate flxibility are creating new challenges for the eqipment suppliers. The prime objecive should be fairly simple –How can we make life easier for the Molder or Extruder and what are the problems need to be addressed in order accomplish that?
The key product in Vacuum Comveying is the Vauum receiver and a processor may have literally hundreds of them throughout his plant. Problems with conveying capacity, access, abrasive wear, plugged conveying lines lost production due to maintenanc etc can be traced back to problems with the Vacuum reciever.
The FVR – Filtgerless Vacuum Receiver eliminates and uniquely respnds the situations brought on by these problems, here’s how ;
1. Screens or filters
- No more climbing on surge bins dryers and silos for change or maintenance. Eliminate safety issues and special access platforms
- No more cleaning of angel hair and fines that collect on screen or filter –
- No more, Angel Hair, clogged feed throats and blender feeders
- No More compressed air or reverse air flow blowback – a costly addition which can contaminate the surrounding area.
2. Abrasive Wear
- No More holes in Receiver walls – Tangential inlets are the worst as the material immediately impacts the wll upon entry into the receiver. Radial is not much better as material slams into the wall at its highest velocity.
- No More Screen wear or replacement issues— none!
3. Conveying problems
- No losses in capacity and efficiency caused by plugged filters or screens
- No plugged lines due to loss in air flow
4. Cleaning and access problem
- No hose connections on receiver cover means quick access. Most receivers have flex hose coannection in the cover and this must be dealt with for access. Novatec and Conair Filterless are EXTREMELY, close to impossible, to clean
5. Improve uptime – machine utilization and profits
The FVR – Filterless Vacuum Reciever
Design Background
In order to convey plastic material in a vacuum pneumatic conveying system, a sufficient air velocity must be present in order to pick up and accelerate the material. For Plastic material this velocity should be in the 3,000 – 4,000 feet per minute range, dependent on material particle size, structure and bulk density
For example, an air flow of 60 cfm in a 2 diameter line will create a velocity 2500 ft. /min velocity. If the same 60 cfm was in an 8” diameter line the velocity would be less than 200 ft. / min. At 200 ft. / min velocity the material will not be picked up and accelerated and you will not convey.
As air moves toward the terminal point in the system the velocity increases and may reach a flow of 80 / 90 cfm and a velocity of 5-6,000 ft. / min. as the material is being carried in this air stream it will enter the Vacuum receiver at a very high speed, creating wear problems on the receiver body and the Screen or filter. This high speed also causes the creation of Angel Hair, which gets caught in the receiver screen and creates a plugged filter which increases pressure drop and creates conv eying problems
The idea behind the FVR is to harness and then reduce the air velocity in order to prevent carry over from the receiver to the vacuum line
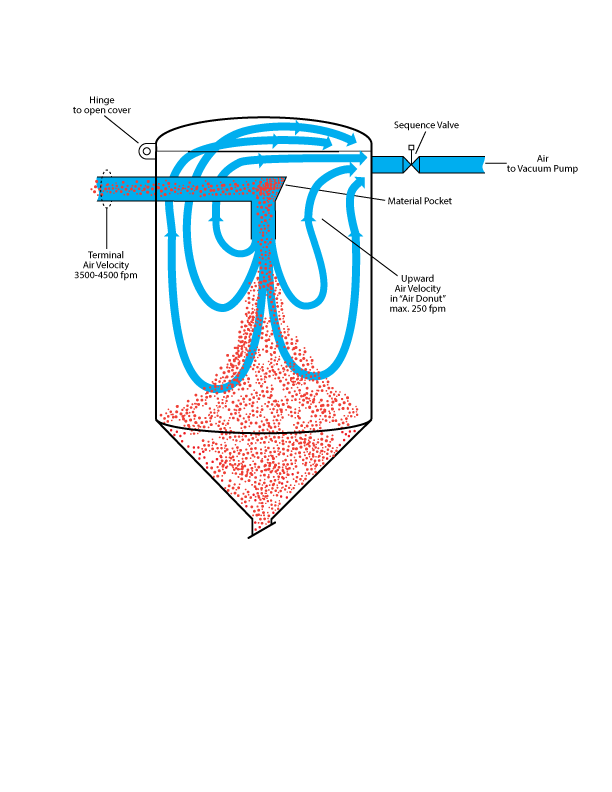
Operating Principal
Material enters the FVR through a pipe or tube that is the same diameter as the conveying tube. This tube terminates in a Right Angle Bend, refered to as the RaBend. The Rabend has a recessed pocket at it the point wear the material chenges direvtion. Material initially entering the Raben builds a “Heal” in the pocket and following material impacts against the heal and flows in a downwrad path through a “downward tube extension” from the Rabend into the receiver.
The only way for the conveying air to escape and flow into the vacuujm line is to take a path htrough the void area between the downward tube and the receiver Body. The ezpnded area in this space crestes an upward velocitym, or “can veloicity” that is insufficient to carry the material to the Outlet.
{kind=link}